



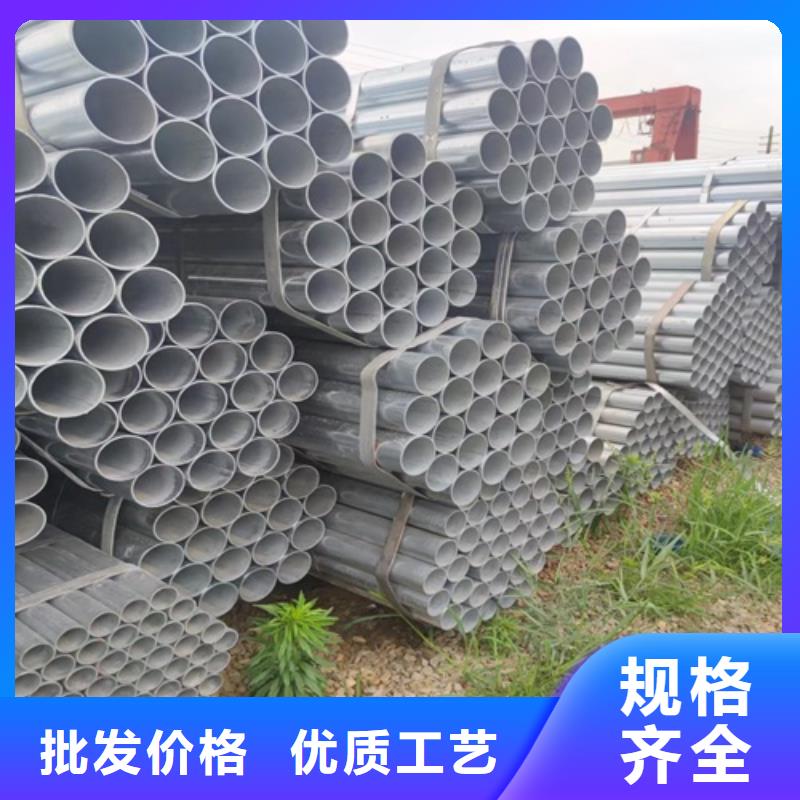
产品细节图

遂宁镀锌管的表面除锈及清洗方法 遂宁镀锌管使用一段时间后生锈了就非常令人讨厌了,接下来无锡泉友焊管有限公司给大家讲一讲镀锌管的表面除锈及清洗方法,具体内容如下: 对于镀锌管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求镀锌管表面达到近白级(Sa2.5)。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~00μm,充分满足防腐层与镀锌管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定的质量达到近白级(Sa2.5)技术条件。 遂宁镀锌管的清洗和预热:在喷(抛)射处理前,采用清洗的方法除去表面的油脂和积垢,镀锌带厂家采用加热炉对管体预热至40一60℃,使镀锌管表面保持干燥状态。在喷(抛)射处理时,由于镀锌管表面不含油脂等污垢,可增强除锈的效果,干燥的镀锌管表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的镀锌管表面更加洁净。


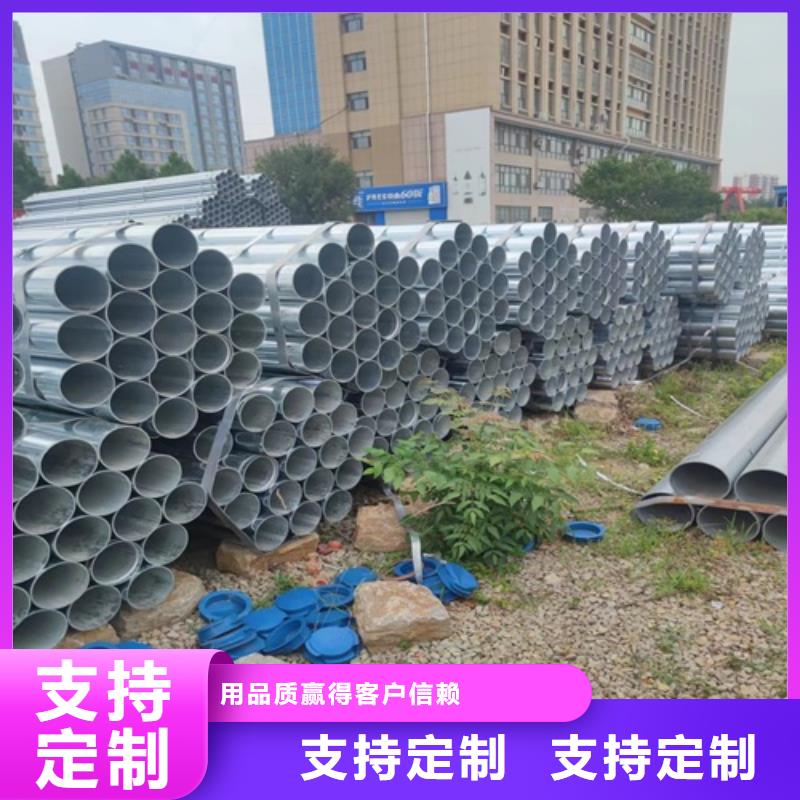
公司实力

遂宁镀锌管符合标准及达标技术要求 1、牌号和化学成分 遂宁镀锌钢管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。 2、制造方法 黑管的制造方法由制造厂选择。镀锌采用热浸镀锌法。 3、螺纹及管接头 3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。 3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。 4、力学性能钢管镀锌前的力学性能应符合GB 3092的规定。 5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红。 6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。